Le tecnologie Biothane Advanced UASB (Upflow Anaerobic Sludge Blanket) e Biobed® Advanced EGSB (Expanded Granular Sludge Bed) sono processi di trattamento anaerobico estremamente compatti e ad alte prestazioni per effluenti industriali che utilizzano fanghi granulari.
Panoramica
PRESTAZIONI SUPERIORI COMPROVATE e COSTI OPERATIVI RIDOTTI
Il sistema Biobed® Advanced raggiunge ad elevate velocità di caricamento del reattore, non solo ottimi tempi di ritenzione dei fanghi nel sistema UASB, ma raggiunge anche ottime efficienze nella rimozione del COD.
Negli impianti pilota e nei test in scala reale è stato sempre osservato un aumento stabile e affidabile dei fanghi granulari. Ad oggi sono in funzione 20 impianti, alcuni da più di 5 anni. Il reattore più grande è di 9000 m3 e tratta un carico di 183 tonnellate di COD/giorno in una cartiera in Cina. Questo sistema ad alto carico mostra un'efficienza maggiore di rimozione del COD, che si traduce in costi per i prodotti chimici ridotti e costi di post-trattamento aerobico sostanzialmente ridotti.
L'esperienza degli impianti in scala reale ha dimostrato che il sistema Biobed® Advanced richiede meno investimenti, minori costi operativi complessivi e richiede meno attenzione da parte dell'operatore rispetto ad altri sistemi anaerobici.
IL SEPARATORE COMPATTO RIDUCE I COSTI DI INVESTIMENTO
Il separatore Biobed® Advanced è in grado di gestire la velocità di risalita di liquidi e gas più elevate, riducendo così l'area di separazione richiesta nel reattore. Il design compatto richiede meno materiale di costruzione e si traduce in un'altezza del reattore inferiore di circa un metro.
Il design standard si adatta a serbatoi rotondi e quadrati, con altezze fino a 20 metri.
Un sistema di raccolta degli effluenti semplice ma molto efficace con tubi sommersi completa il progetto. La standardizzazione e l'utilizzo di piastre standard in acciaio inossidabile e taglio automatico limita il costo della manodopera per la costruzione e come tale il costo per m2 delle unità di separazione.
I costi di trasporto sono ridotti utilizzando le dimensioni dei separatori esterni che si adattano perfettamente ai container marittimi standard da 40 piedi.
UN MONDO DI VANTAGGI
- Basato su una fondamentale ricerca continua sulla tecnologia
- Piccolo separatore compatto e piccolo reattore
- Tubi di scarico semplificati
- Altezza del Reattore flessibile
- Versatilità nella costruzione; acciaio tondo o cemento quadrato
- Maggiore Efficienza di rimozione
- Eccellente valutazione della biomassa
- Basso consumo di prodotti chimici
- Nessuna emissione di odori
- Ridotto post-trattamento aerobico
- Basso impatto ambientale
- Basso investimento e costi operativi
SVILUPPO DEL SISTEMA AVANZATO
Sembra difficile credere a un sistema di trattamento delle acque reflue che non solo è più economico, ma garantisce anche prestazioni migliori!
Combinare il meglio di entrambi
I sistemi UASB sono rinomati per la loro elevata efficienza di decomposizione del COD e per la facilità di manutenzione e produzione di fanghi granulari anaerobici. La forza trainante principale per l'implementazione dei sistemi EGSB è il costo di investimento sostanzialmente ridotto grazie alla velocità di caricamento volumetrico più elevate (2-3 volte) e dei reattori più alti (2-3x), che riducono ulteriormente il footprint richiesto.
La sfida nello sviluppo del reattore Biobed® Advanced è stata combinare le eccellenti prestazioni del reattore UASB con l'economicità di un sistema ad alto carico. Ciò ha portato a un nuovo design del reattore, che ha mostrato in pratica caratteristiche di ritenzione dei fanghi davvero superiori.
Il reattore Biobed® Advanced può essere costruito come un sistema completamente chiuso, che garantisce l'assenza di emissione di odori.
Test dell'impianto pilota
I test su vasta scala, integrati con i test dell'impianto pilota idraulico e biologico, che gestiscono vari tipi di acque reflue, hanno confermato le maggiori performance del reattore brevettato Biobed® Advanced.
La modellazione idraulica utilizzando un modello di separazione in scala ridotta (1: 1) è stata utilizzata per mettere a punto le proprietà idrauliche e di separazione del gas e il design del sedimentatore Biobed® Advanced.
Anche per le acque reflue complesse, si è dimostrato fattibile il trattamento a velocità di caricamento elevate del reattore.
Durante il test dell'impianto pilota, le prestazioni di Biobed® Advanced potrebbero essere ulteriormente migliorate utilizzando il nuovo sistema di controllo del reattore BM Control® SMART.
Biobed® Advanced in sintesi
- 12 anni di esperienza su vasta scala
- 4 Test di impianti pilota in 2 sedi
- 71 Reattori su vasta scala per il trattamento delle acque reflue dei seguenti settori:
o cellulosa e carta:
o prodotti chimici e PTA:
o industria alimentare: caseifici, zuccherifici, produzione di patate,
o birrerie e distillerie - L’Impianto più grande di 9000 m3 che tratta 183 ton COD/giorno
- L’Impianto più piccolo da 150 m3 che tratta 2,8 ton COD/giorno
Applicazioni
TRATTAMENTO DI PROCESSO
Per preparare l'effluente industriale per il trattamento anaerobico, il valore del pH e la temperatura dell'acqua grezza di scarico vengono regolati in una fase di pretrattamento all’interno di una vasca di condizionamento. Il refluo liquido verrà miscelato con l'effluente anaerobico trattato e ricircolato in un circuito per ottenere un refluo ben omogeneizzato. Se necessario, vengono aggiunti nutrienti per ottenere condizioni di crescita ottimali per la biomassa anaerobica nel reattore Biobed® Advanced.
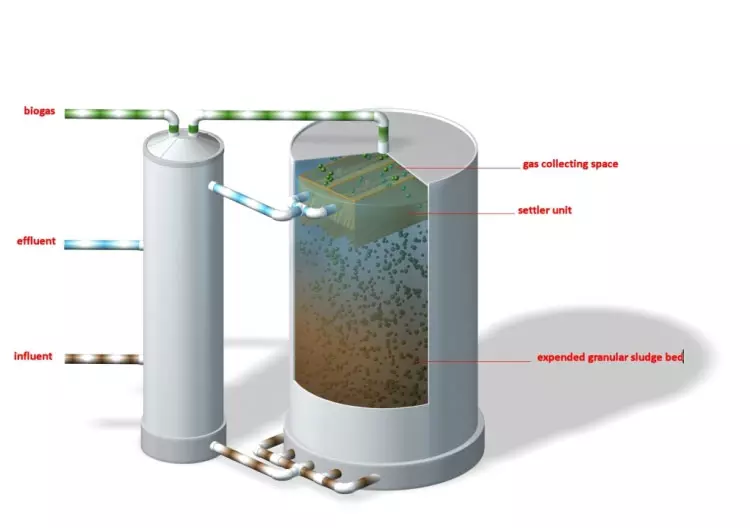
Nella successiva fase di trattamento l'acqua reflua condizionata viene pompata con un flusso costante e continuo al reattore Biobed® Advanced. Uno speciale sistema di distribuzione dell’influente garantisce una ripartizione uniforme su tutta la superficie del reattore. Il refluo attraversa quindi un letto di biomassa granulare denso e posto in condizioni anaerobiche nel quale avviene il trattamento biologico convertendo in biogas il carico di COD (Chemical Oxygen Demand) presente nelle acque reflue.
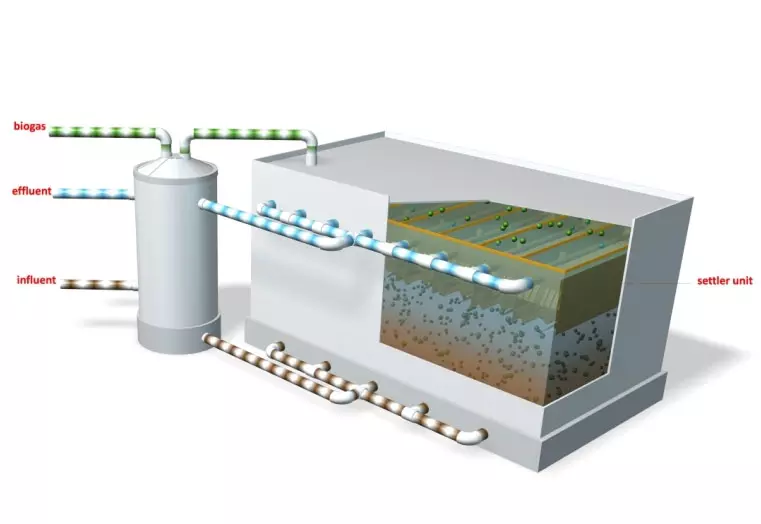
Alla sommità del reattore i separatori trifase brevettati, installati internamente al reattore, separano l'acqua trattata dal biogas prodotto. La biomassa si deposita sul fondo del reattore mentre parte dell'effluente trattato viene riciclato e restituito al serbatoio di condizionamento per la diluizione.
Il biogas viene raccolto nella parte superiore del reattore e viene convogliato a una fase di trattamento. In condizioni controllate può essere bruciato in una torcia a biogas o in alternativa servire come fonte di energia per il sito di produzione.
BIOBED® ADVANCED EGSB
BIOTHANE ADVANCED UASB